Chiudi





Piastrelle: Tipologie, caratteristiche e classificazione
LE PIASTRELLE: DEFINIZIONE E CARATTERISTICHE
Le piastrelle di ceramica sono materiali edilizi da sempre utilizzati per rivestire i pavimenti e le pareti. Si ottengono attraverso la miscelazione in diverse quantità e proporzioni di argilla, feldspati, caolini, quarzi, additivi chimici e acqua, essiccati e cotti ad altissima temperatura (tra 900°e 1250°). Le piastrelle sono utilizzate solitamente per stanze come il bagno oppure la cucina.La materia prima fondamentale per la produzione delle ceramiche è l’argilla, la cui caratteristica fondamentale è la plasticità: imbevuta d’acqua si può modellare in varie forme che si mantengono dopo l’essicazione.
Esistono diversi tipi di argille, che si differenziano per il contenuto di sabbia e responsabili del colore e della porosità.
L’argilla utilizzata per la produzione può essere di 2 tipi:
- Argilla bianca: proveniente dal nord Europa solitamente più pregiata e quindi più costosa;
- Argilla rossa: proveniente da Italia e Spagna, più comune e quindi meno costosa.
Il corpo stesso della piastrella è detto supporto e nelle piastrelle smaltate esso è ricoperto da uno smalto generalmente colorato.
L’impasto che costituisce le piastrelle può assumere la forma finale mediante due processi differenti:
- Pressatura: le materie prime polverose vengono compattate per mezzo di presse ad alta pressione: si creano così piastrelle in gres porcellanato, monocottura e bicottura;
- Estrusione: la forma finale è ottenuta facendo passare l’impasto ammorbidito entro speciali orifizi: si ottengono così il cotto e il klinker
Il supporto può essere poroso o compatto: tale caratteristiche non è valutabile ad occhio nudo ma è importante sapere che un supporto compatto sarà più resistente all’assorbimento d’acqua e più resistente agli urti.
A seconda delle materie prime utilizzate nell’impasto, il supporto può assumere una grande varietà di colori: pasta rossa, pasta bianca, colorata.
Una volta realizzato il supporto la piastrella può avere superficie smaltata o non smaltata.
Le piastrelle smaltate hanno il supporto ricoperto da un sottile strato di materiale vetroso; esistono smalti di ogni tipo e gli effetti estetici che conferiscono alle piastrelle sono i più vari.
Le piastrelle non smaltate non presentano nessuna differenza tra superficie e supporto, possono essere sottoposte a trattamenti particolari che ne modificano l’aspetto, quali la lappatura e la levigatura.
Le piastrelle possono essere di varie forme con quella quadrata e rettangolare fra le più popolari e differire anche nello spessore che va da un minimo di 3,5 ad un massimo di oltre 20 millimetri, con un valore medio variabile dai 7 a 10 mm.



Questa grande variabilità nei formati permette enormi possibilità creative per realizzazione di spazi sempre più eleganti e moderni: negli ultimi anni l’architettura ha puntato molto su ambienti realizzati con formati medio grandi quali il 20x120, il 30x60 ed il 60x60.



LA CLASSIFICAZIONE NORMATIVA DELLE PIASTRELLE
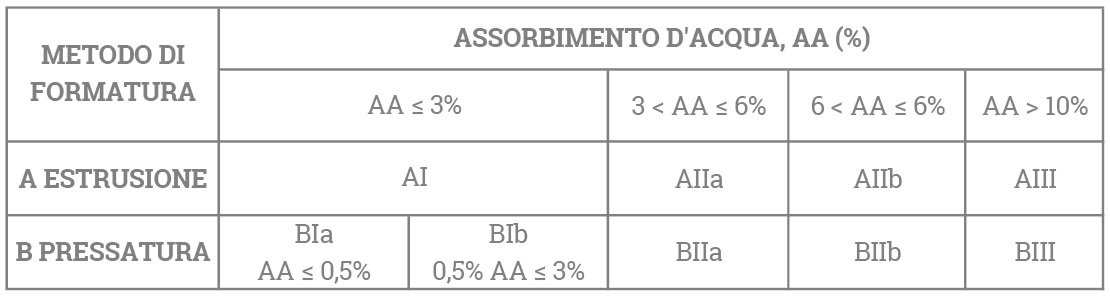
La classificazione delle piastrelle in ceramica è rigidamente regolata dalla norma EN14411 che identifica 9 gruppi in funzione di 2 parametri: metodo di formatura e assorbimento d’acqua.I metodi di formatura considerati sono due: l’estrusione e la pressatura.
- Per l’estrusione (utilizzata per prodotti quali cotto e klinker) l’impasto delle materie prime viene preparato nella forma di una pasta con un contenuto di umidità variabile, a seconda del tipo di prodotto, fra il 15 e il 20%. Questa pasta è forzata a passare attraverso un’apertura che riproduce la sezione trasversale della piastrella. Da questa apertura esce un nastro continuo, che viene poi opportunamente tagliato.
- Per la pressatura (la tecnica più utilizzata in Italia, per prodotti quali il gres porcellanato, la monocottura e la bicottura) l’impasto viene preparato nella forma di una polvere ad umidità intorno al 5% circa. Questa polvere viene compressa in uno stampo che riproduce la forma della piastrella da formare.
L’assorbimento d’acqua è la misura della quantità di acqua che, in determinate condizioni, la piastrella può assorbire. Visto che l’assorbimento avviene attraverso i pori del materiale che sono in comunicazione con la superficie esterna, l’assorbimento d’acqua costituisce una misura della quantità dei pori, cioè di quella che si definisce come “porosità aperta” (la “porosità chiusa”, al contrario, è formata dai pori non intercomunicanti, e quindi non accessibili dalla superficie esterna).
L’assorbimento d’acqua fornisce quindi un’indicazione immediata della struttura del materiale:
- elevato assorbimento d’acqua: struttura porosa;
- basso assorbimento d’acqua: una struttura non porosa o compatta (greificata).
Dall’incrocio di queste due variabili nasce la seguente classificazione:
 Gres porcellanato, monocottura e bicottura sono i nomi con i quali sono conosciute le piastrelle prodotte per pressatura:
Gres porcellanato, monocottura e bicottura sono i nomi con i quali sono conosciute le piastrelle prodotte per pressatura:





- gres porcellanato (classe BIa, assorbimento acqua compreso fra 0 e 0,5%): si tratta di una piastrella cotta ad una temperatura che va da un minimo di 1180° ad un massimo di 1250° nella quale l’alta temperatura di cottura e l’argilla selezionata conferiscono al prodotto finale grandissima resistenza ed un assorbimento d’acqua praticamente nullo Tra le sue caratteristiche principali troviamo: durezza, ingelività, resistenza agli agenti chimici e impermeabilità. Per le sue prestazioni e per le sue caratteristiche, sia tecniche che estetiche, si offre a soluzioni di rivestimento sia per interni che per esterni, spaziando dall’edilizia pubblica all’abitazione privata. Oggi il grès porcellanato è la tipologia di materiale ceramico più avanzata e copre circa l'80% della produzione italiana;
- monocottura (classi BIb-BIIa-BIIb, assorbimento acqua superiore a 0,5% e inferiore a 10%): piastrelle realizzate con cottura contemporanea del supporto ceramico e dello smalto ad una temperatura compresa tra 1050°e 1180°. Sono piastrelle che hanno una porosità maggiore rispetto al gres e hanno quindi una struttura più debole ma più facile da forare. Per questo motivo sono idonee solamente nella posa in interno e possibilmente a rivestimento. Possono essere a pasta rossa (pasta meno pregiata che si recupera prevalentemente nel sud Europa con alta presenza di ferro) o a pasta bianca (pasta più pregiata che si trova prevalentemente nel nord Europa);
- bicottura (classe BIII, assorbimento acqua superiore al 10%): Le piastrelle in bicottura sono realizzate cuocendo prima il biscotto crudo e poi di nuovo dopo la smaltatura ad una temperatura che va da 900°a 1050°come temperatura massima.
Rispetto alla monocottura queste piastrelle hanno un assorbimento ancora maggiore, il che le rende più delicate, e quindi indicate per rivestire solo le pareti in interno e non i pavimenti.



CARATTERISTICHE TECNICHE ED ESTETICHE
Oltre alle caratteristiche regolate dalla normativa EN 14411 esistono tutta una serie di caratteristiche che definiscono le piastrelle più da un lato estetico e commerciale. A seconda dell'ambiente nel quale saranno utilizzate su IPERCERAMICA è possibile trovare il modello giusto, che siano piastrelle da cucina oppure piastrelle da bagnoLe piastrelle possono essere smaltate, quando la superficie è ricoperta da uno strato di vetro colorato con spessore variabile da pochi decimi di millimetro ad 1-2 millimetri e che dona loro caratteristiche estetiche (colore, lucentezza, decorazione, sfumatura…) e tecniche (durezza, impermeabilità…).
Le piastrelle smaltate possono essere non colorate in massa quando il colore della pasta interna è diversa dallo smalto superficiale o colorate in massa quando il colore della pasta interna e dello smalto superficiale sono molto simili. Le piastrelle smaltate non colorate in massa corrono maggiormente il rischio, in caso di scheggiatura, di rendere evidente la differenza di colore fra lo stato superficiale ed il supporto sottostante.
Le piastrelle non smaltate non prevedono ovviamente uno smalto colorante e si suddividono a loro volta in due grandi tipologie a seconda della tecnica di produzione: vi sono le piastrelle non smaltate a tutta massa dove non vi è alcuna differenza fra superficie e supporto per cui anche in caso di usura la parte sottostante affiorante è praticamente identica a quella superiore rovinata ma che hanno una gamma di colorazioni possibili limitata a quella delle argille utilizzate; altra tipologia sono le piastrelle non smaltate a doppio caricamento dove la presenza di due dosatori consente di effettuare un primo versamento detto caricamento di polvere a tinta unita e, dopo una prima pressatura, un secondo caricamento con materiale più pregiato che arricchisce e decora la parte superficiale.
Essendo un prodotto frutto di una cottura industriale i lotti di produzione delle piastrelle possono presentare alcuni scostamenti cromatici dal campione di riferimento: questa differenza viene definita tono e le varie produzioni vengono suddivise, inscatolate ed identificate in base ad esso. Al momento dell’acquisto accertarsi di avere una fornitura omogenea per tono e prevedere una quantità aggiuntiva (detta sfrido e calcolata normalmente in un 10% del totale) per eventuali rotture ed integrazioni, poiché in caso di acquisto in tempi successivi non vi è certezza di poter avere lo stesso tono.
Per lo stesso motivo bisogna prestare attenzione al calibro, cioè allo scontamento dimensionale della piastrella di ceramica da un valore nominale. Nella produzione industriale delle piastrelle è impossibile ottenere prodotti di identiche dimensioni. In fase di scelta quindi le piastrelle vengono selezionate e raggruppate in lotti di dimensioni simili, nel rispetto delle tolleranze stabilite dalla normativa. Come per il tono, anche il calibro è indicato sulla confezione attraverso un numero (i calibri vanno da 0 a 9).
CARATTERISTICHE MECCANICHE SUPERFICIALI
Le norme EN 101, ISO 10545-6 e ISO 10545-7 regolano alcune caratteristiche delle piastrelle in relazione alla resistenza della superficie ai graffi e all’usura.La durezza superficiale identificata dalla scala MOHS definisce la capacità della finitura superficiale di resistere al graffio e all’incisione.
Secondo la norma EN 101 le piastrelle vengono classificate da 1 a 10 a seconda della crescente durezza dei minerali che vengono utilizzati per inciderla.
La scala di durezza MOHS è la seguente:
- Talco
- Gesso
- Calcite
- Fluorite
- Apatite
- Feldspato
- Quarzo
- Topazio
- Corindone
- Diamante
La piastrella con la durezza Mohs più elevata avrà meno rischi che altri materiali possano inciderla o graffiarla in modo definitivo.
Le prove che vengono effettuate per determinare la resistenza all’abrasione sono sostanzialmente due e dipendono dal tipo di superficie:
- Resistenza all’abrasione profonda ( piastrelle non smaltate)
Viene misurato il volume rimosso in particolari condizioni di abrasione (abrasione profonda). La piastrella è considerata tanto più resistente quanto minore è il volume di materiale rimosso.
- • Resistenza all’abrasione superficiale PEI (piastrelle smaltate)
Viene simulato un processo di abrasione superficiale attraverso cicli di usura di intensità crescente, e la valutazione degli effetti conseguenti viene condotta mediante un esame visivo in condizioni di osservazione specificate. In funzione dell’esito di tali osservazioni, alla piastrella misurata viene assegnata una classe di resistenza all’abrasione.
La resistenza all’abrasione superficiale (indice PEI) è la capacità dello smalto di resistere all’azione di usura.
Secondo la norma (ISO 10545-7), le piastrelle vengono classificate secondo la loro destinazione d’uso in cinque classi:
- PEI I: Prodotti destinati ad ambienti sottoposti a traffico leggero e senza sporco abrasivo; ad esempio bagni e camere da letto;
- PEI II: Prodotti destinati ad ambienti sottoposti a traffico medio e ad azione abrasiva medio-bassa; ad esempio studi e soggiorni;
- PEI III: Prodotti destinati ad ambienti sottoposti a traffico medio forte con azione abrasiva media; ad esempio ingressi e cucine di abitazioni private;
- PEI IV: Prodotti destinati ad ambienti sottoposti a traffico intenso; ad esempio negozi ed uffici pubblici;
- PEI V: Prodotti destinati ad ambienti sottoposti a traffico particolarmente intenso.
La scivolosità di un pavimento è legata alla sicurezza della deambulazione e rappresenta, pertanto, un requisito fondamentale ai fini dell’ottenimento dell'abitabilità/agibilità.
Il coefficiente di scivolosità, indicato dal valore “R”, (che è rapportato all'angolo di inclinazione in cui la persona perde attrito) classifica i prodotti in base al loro coefficiente d’attrito, in funzione di un determinato ambiente o di esigenze specifiche delle destinazioni d'uso, indicate con un ordine crescente di pericolosità. La normativa distingue la scivolosità delle superfici calpestabili per le zone ove si cammini con piedi calzati (R9-R13), e per quelle a calpestio a piedi nudi (A,B,C).
Vengono distinte le seguenti classi di scivolosità e le indicazioni dei rispettivi ambienti di utilizzo:
- R9: zone di ingresso e scale con accesso dall’esterno; ristoranti e mense; negozi; ambulatori; ospedali; scuole.
- R10: bagni e docce comuni; piccole cucine di esercizi per la ristorazione; garage e sotterranei.
- R11: ambienti per la produzione di generi alimentari; medie cucine di esercizi per la ristorazione; ambienti di lavoro con forte presenza di acqua e fanghiglia; laboratori; lavanderie; hangar.
- R12: ambienti per la produzione di alimentari ricchi di grassi come: latticini e derivati; oli e salumi; grandi cucine di esercizi per la ristorazione; reparti industriali con impiego di sostanze scivolose; parcheggi auto.
- R13: ambienti con grosse quantità di grassi; lavorazione degli alimenti.
Per gli ambienti in presenza d’acqua, dove sia prevista la deambulazione a piedi scalzi, il pavimento deve rispondere con prestazioni ancora più restrittive. Queste si classificano nei gruppi di valutazione A, B, C secondo un valore crescente:
- A: spogliatoi; zone di accesso a piedi nudi; etc.
- B: docce; bordi di piscine; etc.
- C: bordi di piscine in pendenza; scale immerse; etc.
SUPERFICI e LAVORAZIONI
Le piastrelle possono essere sottoposte ad alcune lavorazioni successivamente alla pressatura e alla cottura che contribuiscono a modificarne le caratteristiche superficiali ed in alcuni casi a definirne le destinazioni d’uso.La piastrella strutturata ha la superficie in rilievo, quindi ruvida e opaca, che la rende molto simile alla pietra naturale e garantisce una minor scivolosità ed è per questo un materiale particolarmente indicato per una pavimentazione in esterno.
La levigatura e la lappatura sono lavorazioni sostanzialmente identiche dove delle mole vanno ad abradere la superficie asportando materiale: nel primo caso si lavora su un prodotto non smaltato e si asporta circa 1 mm di materiale superficiale, nel secondo caso si interviene solo dopo la smaltatura e si asportano solo 2-3 decimi di mm.
La levigatura, detta anche lucidatura, è una lavorazione che si effettua in fase di produzione su una piastrella non smaltata, asportando parte dello strato superficiale, e serve a rendere la piastrella completamente lucida. Si effettua con teste rotanti diamantate con grana molto fine che consente di avere una superficie lucida a specchio, non immune all’assorbimento dell’acqua.
L’assorbimento dipende dalla porosità iniziale della pasta del materiale che si va a levigare e rende il materiale soggetto a macchie, consigliando perciò di eseguire un trattamento antimacchia.
La lappatura è una lavorazione meccanica che si fa tramite mole su una piastrella smaltata, serve a rendere la superficie del gres più liscia e brillante.
Esistono vari tipi di lappatura:
- superglossy: cioè lucidissima a campo pieno
- anticata: la superficie della piastrella rimane irregolare, vellutata al tatto, non perfettamente lucida
- in cresta: solo le parti più sporgenti dello smalto vengono lappate in modo perfettamente lucido, le parti più basse no (es. Accademia)
Alla piastrella viene data in stampa digitale la grafica desiderata (effetto marmo, legno, pietra, resina, cemento), viene smaltata con uno smalto fatto con graniglia e lappata per ottenere l’effetto lucido o semilucido a seconda del tipo di lappatura.
La rettifica dei bordi delle piastrelle è un aspetto importante da considerare qualora si ricerchino delle fughe molto sottili. Questa lavorazione permette di posizionare le piastrelle molto vicine, con fughe quasi impercettibili e rettilinee, ottenendo un risultato raffinato, elegante e moderno.
La rettifica è una lavorazione post-produzione eseguita con macchine da taglio dove si rifilano i bordi andando a formare angoli di 90°. Attraverso un’operazione di abrasione meccanica si riducono le dimensioni della piastrella ottenendo così una piastrella con bordi perfettamente squadrati e solitamente monocalibro, in aggiunta a questa lavorazione bisognerà eseguire una bisellatura del bordo a vista per renderlo meno tagliente.




